Модернизация
измерительных микроскопов
Измерительные микроскопы находят широкое применение для проведения высокоточных измерений деталей сложной конструкции и формы, резьбы, средств измерения, изделий микроэлектроники, режущего инструмента.
В ФГБОУ ВПО МГТУ «Станкин» проводятся работы по модернизации, компьютеризации, расширению функциональных возможностей и повышению точности универсальных измерительных микроскопов типов УИМ-21, УИМ-23, УИМ-29 и созданных на их основе измерительных машин ДИП, а также больших и малых инструментальных микроскопов БМИ, ММИ, ИМЦЛ.
В настоящее время создан образец измерительной информационной системы (ИИС) на базе универсального измерительного микроскопа УИМ-21, оснащенный средствами измерения координатных перемещений микроскопов с оптикоэлектронными растровыми датчиками линейных перемещений с дискретностью отсчета 0,1 мкм с цифровой индикацией результатов и автоматическим вводом информации в компьютер.
Микроскоп оснащается
системой вывода на дисплей видеоизображения
контролируемых элементов измеряемых деталей и средствами компьютерной
обработки видеоизображения.
В измерительной системе на базе УИМ 21 применено разработанное оригинальное программное математическое обеспечение, которое позволяет выполнять оперативную автоматизированную обработку результатов измерения сложных объектов.
Основные технические
характеристики ИИС.
|
Наименование
характеристики |
Значение |
|
Диапазон измерения
линейных размеров, мм: в
продольном направлении в
поперечном направлении |
200 100 |
|
Максимальный диаметр измеряемого изделия,
устанавливаемого в центрах, мм при использовании высоких центров |
100 180 |
|
Максимальный диаметр измеряемого изделия,
устанавливаемого в призматических опорах, мм |
130 |
|
Максимальный шаг измеряемой
резьбы, мм |
6 |
|
Предел допускаемой
основной погрешности микроскопа при измерении объектов теневым методом (без
измерительных ножей), мкм |
±(3+L/100), где L-измеренный размер в мм |
|
Предел допускаемой
основной погрешности микроскопа при поверке по образцовой штриховой мере, мкм |
±(1,4+L/100) |
|
Расстояние от
объектива до плоскости предметного
стола, мм |
200 |
|
Дискретность цифрового
отсчета при измерении линейных размеров, мм |
0,0001 |
|
Диапазон измерения
радиусов дуг (*), мм |
от 0,1 |
|
Значения радиусов в указанном
диапазоне |
Произвольные |
|
Максимальная масса
измеряемого изделия, кг Устанавливаемого на предметном столе Устанавливаемого в центрах |
25 10 |
(*) в отличие от
поставляемой в комплекте с
измерительными микроскопами окулярной
головки с дугами разной
кривизны, которые применяются для визуального оценивания радиусов (ограниченный
ряд значений радиусов и значительные погрешности оценивания от ±0,05 до ±0,4 мм), в разрабатываемой ИИС измерение (контроль)
радиусов выполняется с помощью цифровой обработки изображения радиусной (часть
окружности) или произвольной кривой посредством математического моделирования
образцовых кривых в широком диапазоне значений размеров.
Система реализует следующие функции:
-
формирование видеоизображения
контролируемых элементов измеряемых деталей посредством
оптикоэлектронных приборов с зарядовой связью (ПЗС-видеокамер с
регулируемым оптическим и цифровым увеличением),
-
ввод видеоизображения в цифровом виде в компьютер,
-
отсчет координатных перемещений стола микроскопа с помощью оптоэлектронных
преобразователей с автоматическим
вводом информации в компьютер,
-
визуализация зоны измерения на экране дисплея, формирование на экране
дисплея перекрестия или марок для
визирования оптической системы на измеряемый объект при использовании координатных методов измерения,
-
вывод области перекрестия и края объекта в увеличенном виде (режим
«лупы») для точного совмещения края объекта с центром перекрестия,
-
цифровая обработка видеоизображения с применением различных алгоритмов
(дифференцирование, селекция отдельных геометрических элементов, цифровая
фильтрация изображения и др.),
-
генерация программными средствами математических моделей шаблонов геометрических элементов сложной формы,
выполняющих функции нормальных калибров (мер) при контроле элементов сложной формы,
-
оценка близости (отклонений) измеренных контуров сложных и
малогабаритных элементов контролируемых деталей к генерируемым шаблонам с применением различных методов
аппроксимации функций (метод наименьших квадратов, минимума отклонения, сплайн
методы),
-
автоматизированная компьютерная
обработка измерительной информации с применением цифровой обработки
изображения при измерении
малогабаритных элементов поверхностей
деталей,
-
автоматизированное определение в соответствии с установленным критерием
совпадения контролируемого контура (профиля) и сгенерированного шаблона-меры,
-
совместное использование информации о координатных перемещениях и
видеоизображения зоны измерения для координатных измерений широкой номенклатуры
объектов,
-
сохранение с возможностью редактирования информации о координатных
перемещениях и результатах измерений для вычисления составных параметров
объектов измерений.
-
вывод на печать (создание «твердых копий») увеличенных изображений сложных элементов измеряемых деталей,
-
формирование протокола измерений, учитывая направленность,
стандарты и требования предприятия.
-
программно-математическое обеспечение поддерживает операционные системы
Microsoft Windows 98, Microsoft Windows 2000, Microsoft Windows XP, Microsoft Windows 7, Microsoft Windows 8
-
автоматическая фокусировка при наведении на край объекта измерения
-
автоматическое определение положения края объекта измерения.
Особенностью модернизации и компьютеризации является полное сохранение штатных
измерительных устройств, функций и методик проведения измерений.
В результате совместного использования информации о координатных перемещениях и видеоизображения зоны измерения значительно увеличена производительность процесса измерения объектов сложной конструкции и формы. В настоящее время исследуется система автоматизированного контроля отклонения (в соответствии с установленным критерием совпадения) контролируемого объекта и образа объекта, сгенерированного программными средствами или созданного в системах автоматизированного проектирования.
Метрологические
исследования, проведенные совместно с
отделом Главного метролога ММПП «Салют», показали, что
разработанная ИИС имеет погрешность
измерения D=±(2..3)+5/L мкм, что
сопоставимо с метрологическими характеристиками лучших и весьма дорогостоящих
мировых образцов, в частности, компьютеризированного измерительного
микроскопа SmartScope-ZIP фирмы "Optical Gaging Product Inc" (США).
На рисунках представлены изображения на
экране монитора измерительной системы на различных этапах ее работы.
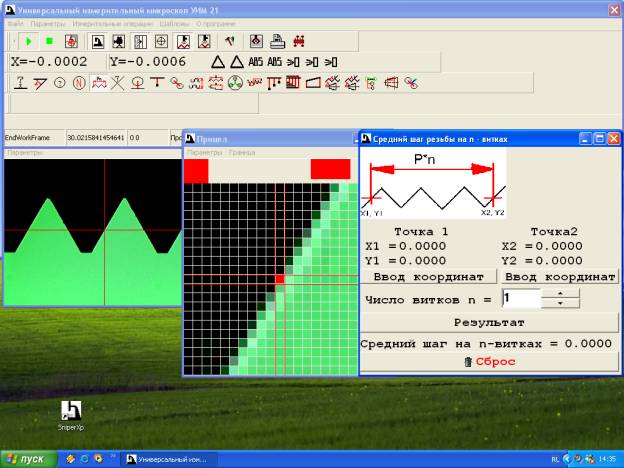
Рис. 1 Главное пользовательское окно системы.
Пример отображения главного пользовательского
окна при измерении метрической резьбы
представлен на рис. 1.
Подсистема
наведения (визирования) оптической системы микроскопа на край объекта измерения. Одной из важнейших задач модернизации
и компьютеризации измерительных
микроскопов является повышение
точности наведения визирных марок.
Особенностью разрабатываемой ИИС
является расширенный набор инструментов и средств тонкого визирования марок на
края объекта измерения. В окне отфильтрованного изображения эмулируется система
штриховых линий и перекрестий, соответствующая привычной для контролеров
системе полос в окулярной головке микроскопа. Имеется средство для наблюдения
зоны перекрестия под большим регулируемым увеличением. Формы визирования
оптической системы микроскопа на край объекта измерения представлены на рисунках
2 а, 2 б и 2 в.
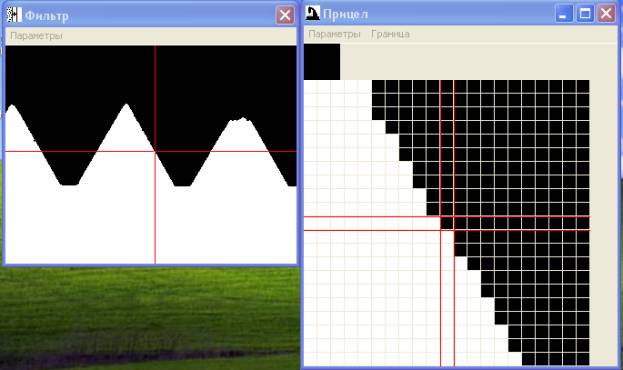
Рис. 2 а. Определение границы объекта измерения в черно-белом изображении.
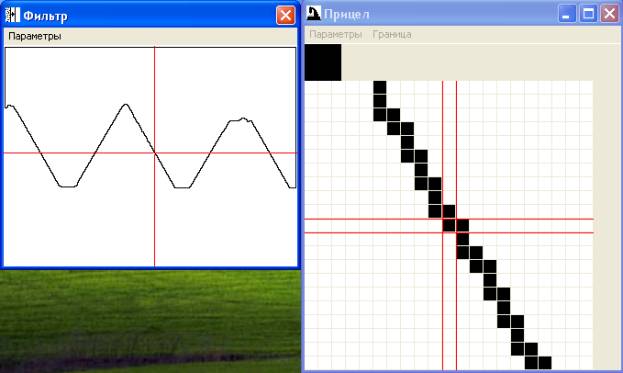
Рис. 2 б. Определение границы объекта измерения с выделением контура.
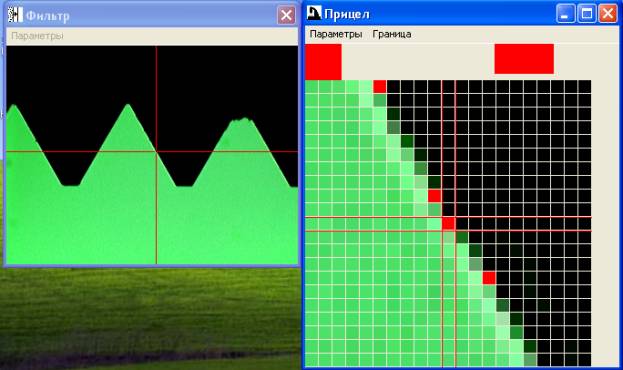
Рис. 2 в. Определение границы объекта измерения на исходном изображении.
Блок программных
математических средств обработки результатов для измерения геометрических
параметров объекта координатными методами.
В
экспериментальной ИИС разработаны программные
модули позволяющие выполнять измерения линейных и угловых размеров, отклонения
расположения и формы поверхностей
деталей различной сложности. На
главной форме (заголовке
пользовательского окна (рис. 3)) имеются три функциональные панели: панель
управления, панель индикации координат, панель кнопок вызова программных
модулей вычисления геометрических параметров
объектов измерения. Некоторые
примеры решаемых задач, реализованных в
программных модулях, представлены на рисунках 4-10.

Рис. 3
Заголовок пользовательского окна
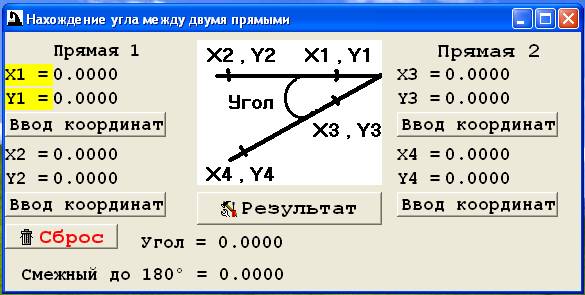
Рис. 4 Измерение угла между двумя прямыми
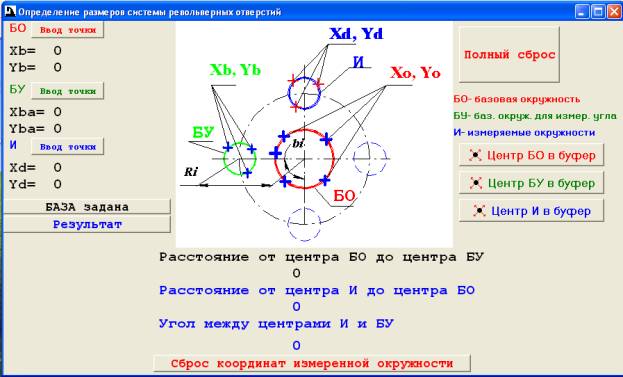
Рис. 5
Измерение расположения системы поверхностей.

Рис. 6
Измерение радиуса дуги окружности по N-точкам
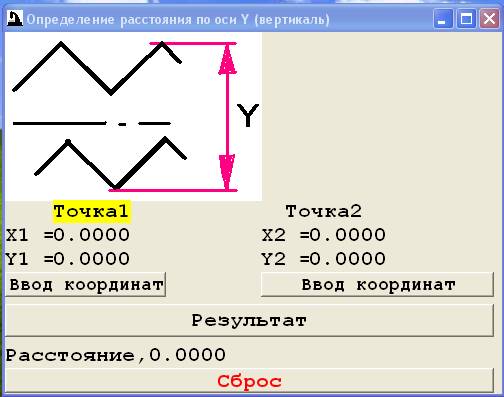
Рис. 7
Измерение диаметральных параметров резьбовых поверхностей.
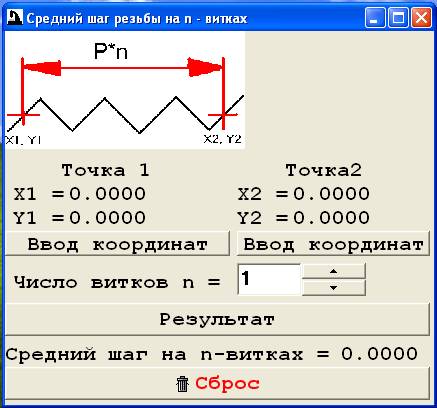
Рис.8. Определение
среднего шага резьбы на N-витках.
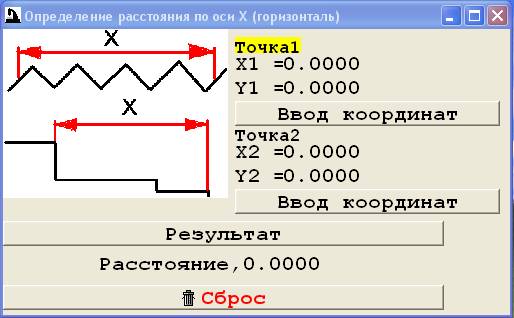
Рис.9 Измерение
расстояния по координате X без учета смещения по направлению Y.

Рис.10 Измерение
отклонения от прямолинейности по координатам
N-точек.
Если вас заинтересовала эта информация, просим обращаться с
предложениями и за дополнительной информацией к
Красюку Олегу Юрьевичу (e-mail: krasyukoy@mail.ru),
тел. 8-985-100-62-25.
Шулепову Алексею Вилениновичу(e-mail: avshul@yandex.ru),
тел. 8-916-439-05-24.